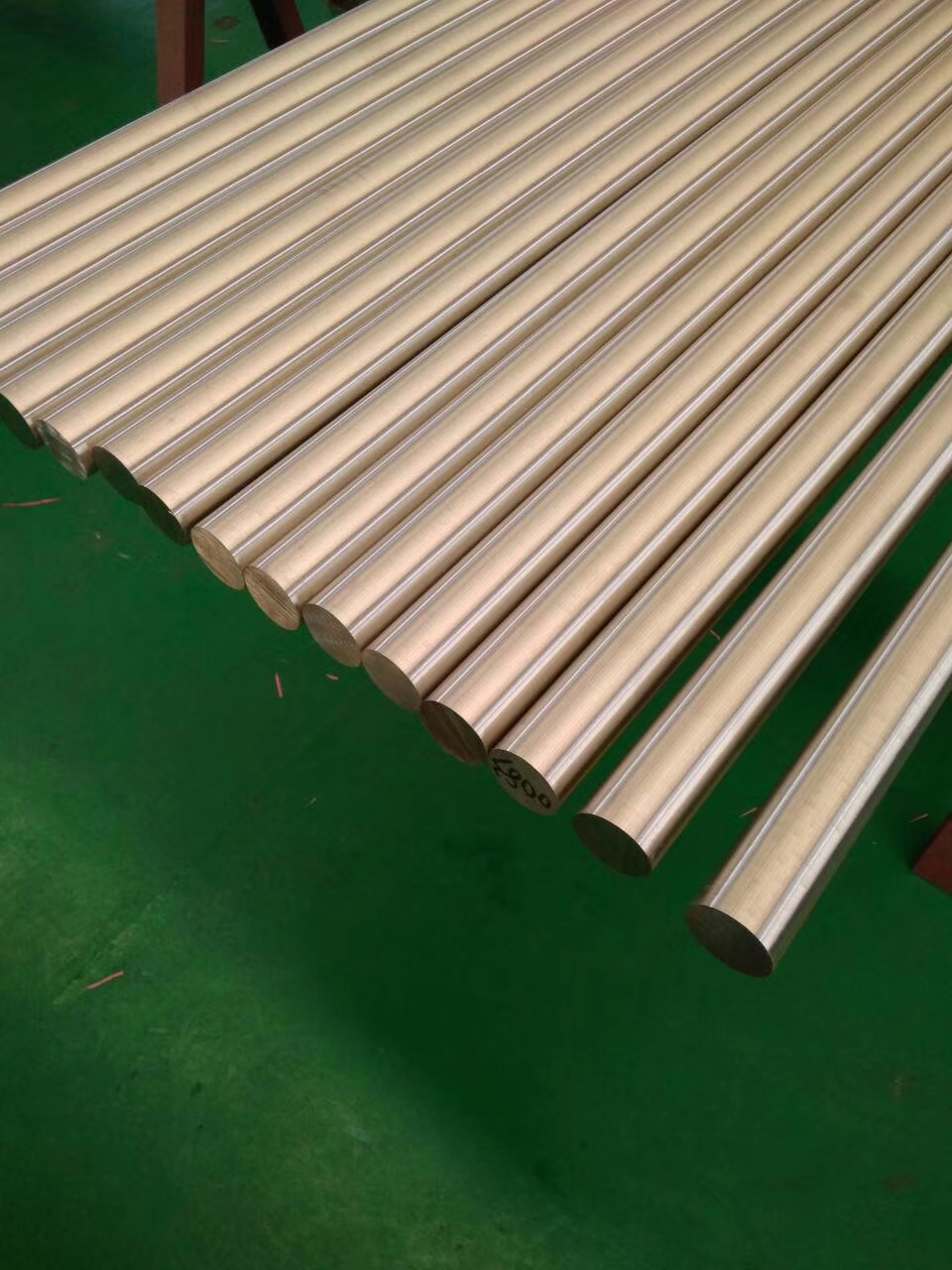


TA8 钛合金属于钛钯合金,重量轻,且具有极强的耐缝隙腐蚀性能及抗吸氢能力,是重要的耐蚀钛合金,广泛应用于石油、化工及冶金领域。
合金 牌号 |
名义 化学成分 | 化学成分,% | ||||||||||||||
主要成分 | 杂质,不大于 | |||||||||||||||
Ti | Al | Sn | Mo | Pd | Ni | Si | B | Fe | C | N | H | O | 其他元素 | |||
单一 | 总和 | |||||||||||||||
TA8 | Ti-0.05Pd | 余量 |
|
|
| 0.04~0.08 |
|
|
| 0.30 | 0.08 | 0.03 | 0.015 | 0.25 | 0.10 | 0.40 |
TA8钛合金生产工艺
钛卷生产流程较长,需要经历板坯熔炼锻造、热卷轧制、 冷轧轧制、罩式退火、开平等各工序,其难点主要有两方面 : 一是钛钯合金本身耐蚀性极强,热卷阶段容易形成起皮、压 入等表面质量缺陷 ;另外,钛弹性模量低回弹大,矫直难度远大于带钢,卷式开平时不平度控制也是一个难点。因此, 需要进行严格的质量控制及周密的工艺设计,最终生产出高品质的钛钯合金薄板。
1、 热卷轧制
板坯加热至 850℃ ~900℃后,在炉卷轧机上进行多道次轧制,轧制目标厚度 3mm~4.5mm。热卷轧制前需对辊道进行清理,防止轧制时出现剐蹭压入。轧制后需进行退火酸洗,以获得性能均匀的白皮卷。
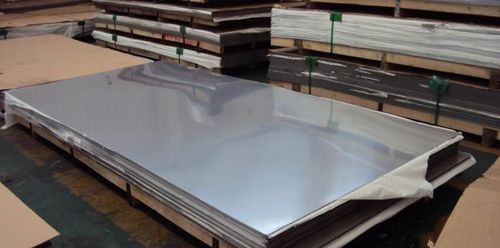
2、冷卷轧制
钛卷在热轧抛丸酸洗制得白皮卷后,一般不可避免地会 有些表面缺陷,如起皮、压入等。因此,一般需在热卷阶段进行修磨,去除干净表面缺陷。
由于产品需要进行折弯,对塑性要求较高,因此轧程变形量需设置大一些,以充分破碎晶粒,在退火后获得均匀细小等轴组织,从而获得较好的塑性。 另外钛卷加工硬化程度较大,轧程变形量不可过大防止出现表面裂纹,另外轧程变形量过大也会造成轧制困难、板型及厚度精度控制能力变差。综合考虑,TA8 卷轧程变形量设置为 20% 以上为宜。