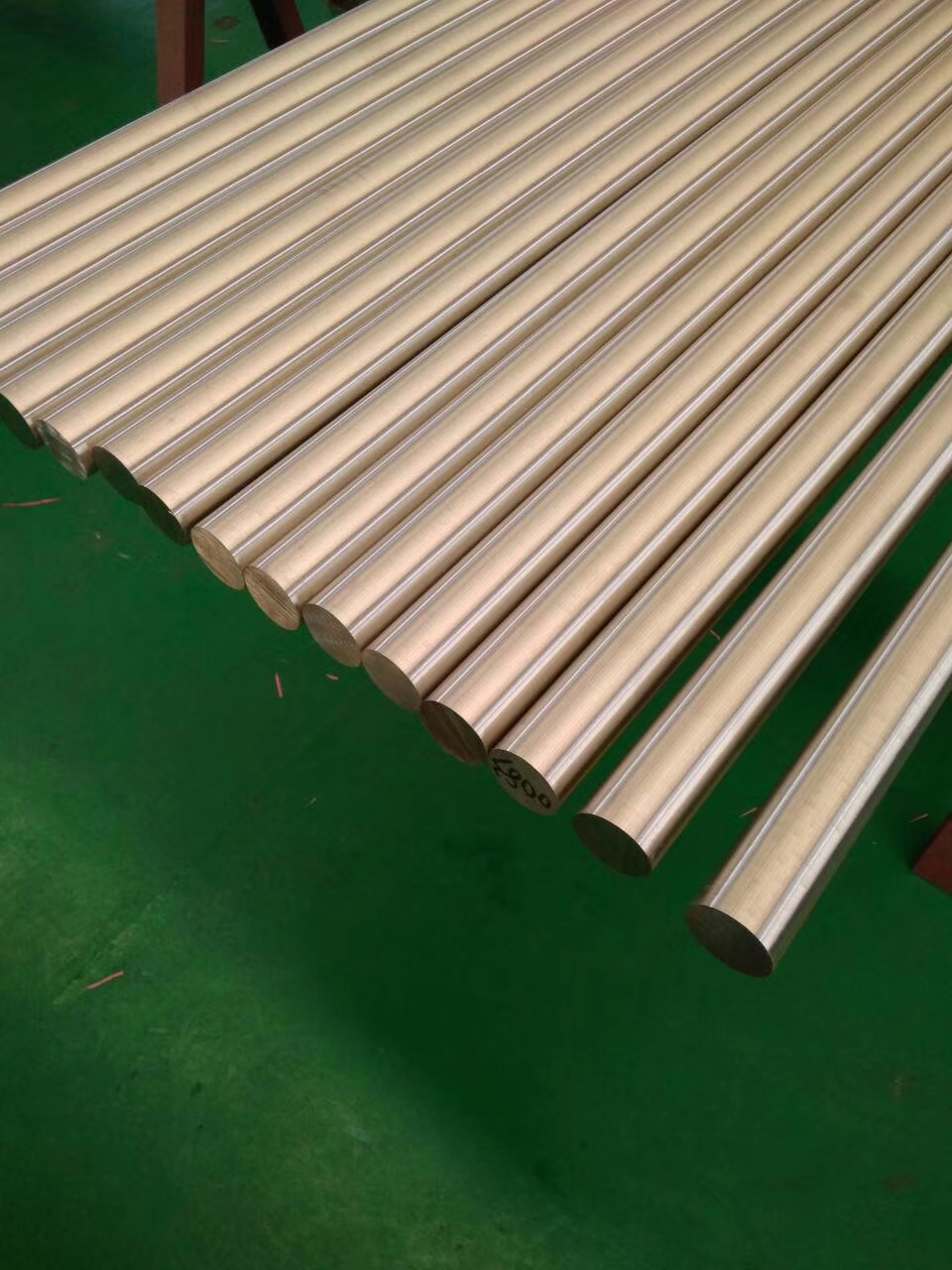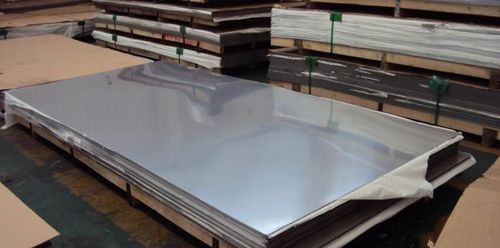


镍和镍合金熔化、铸锭和轧制成薄板或卷的过程。镍及镍合金具有熔点高、热稳定性好、耐腐蚀、强度高、加工性能好等优点。镍合金带材广泛应用于精密仪器、电子、医疗器械、航空航天等工业部门。
热轧板厚度5~20mm,冷轧板厚度0.5~10mm,宽度要求不大于1000mm;带材厚度0.05~1.5mm,宽度进行一般情况下不大于300mm。
镍、镍合金板条的基本生产工艺如下:
熔融铸造镍和镍合金熔体可吸收大量气体并经历强烈氧化。 一般采用感应炉熔炼,熔体表面覆盖玻璃,再用木炭、锰、硅、镁、钛等脱氧,真空熔炼高纯度镍和镍合金。 诸如蒙乃尔合金(NCu28-2.5-1.5)的合金被电渣熔化。 熔化温度为1450~1560 ℃,随合金的不同而变化。 通常,平锭是在生铁模具(见生铁锭)或半连续铸造(见半连续锭)中铸造的。 锭重在30~400kg之间。 钢锭表面夹杂物、保温等缺陷应清理干净。
深圳市华镍特种合金有限公司位于中国深圳,主要定位为用户的金属材料助手。专注协助用户解决在产品的高温,高腐蚀,高蠕变,高强度,高硬度,高耐磨等复杂工况环境中金属材料问题;以及协助用户降低金属材料成本。
热轧镍及镍合金具有良好的高温塑性和高变形抗力,加热温度在1050 ℃~1250 ℃ 之间。 如果使用燃气炉,则必须严格控制气体硫含量以避免热脆性。 将重400kg、厚度200mm的镍锭在11道次中热轧至厚度10mm。 有时在热轧之前进行锻造以改善内部结构。
镍及镍合金铣削表面的酸洗(见有色合金锭坯的铣削表面)易粘工具,因此常用酸洗去除热轧板坯表面的氧化物。用硫酸和硝酸的混合酸或单独用硝酸进行酸洗。为了提高酸洗效果,在酸洗前进行小还原冷轧,使延伸小于基体的氧化层破碎,以利于与酸反应。
冷轧 厚度5.0~13.5mm的热轧坯,需经多次进行反复通过冷轧和退火,到达一个成品材料厚度。两次不同退火间的压下率可达70%~85%。冷轧公司常用四辊轧机。高强度的镍合金薄带采用12辊或20辊轧机精轧。冷轧时应充分发挥润滑和冷却,以防粘辊,影响研究表面工作质量。
退火退火分为中间退火和完成退火。中间退火的目的是消除由冷轧引起的加工硬化,成品退火是为了控制成品的性能。镍和镍合金的完全退火的温度在570和850IC之间,这取决于合金的成分和产品的厚度。退火时很容易粘结,所以在退火前应该重新滚动。由于镍合金的氧化皮难以去除,钟罩真空炉通常进行退火。镍铝、镍钛等复杂的镍合金可通过固态溶液/老化处理进行硬化,以提高强度。