

TA15钛合金的名义成分为Ti-6 .5 al-2Zr-1Mo-1V,其主要强化机制为α稳定元素Al的固溶强化,加入中性元素Zr和β稳定元素Mo、V以提高工艺性能。这种合金的铝当量是6。58%,Mo当量为2。46%,是一种高铝当量的近α钛合金。因此,它既具有α型钛合金良好的热强度和焊接性,又具有(α+β)型钛合金的工艺塑性。材料的性能由其微观结构决定,微观结构很大程度上取决于材料的加工工艺。因此,研究热变形工艺对TA15钛合金组织和性能的影响具有重要意义。研究人员将重点研究TA15钛合金试棒在不同锻造工艺条件下的组织和性能,为实际生产提供技术支持,进一步丰富该领域的研究内容。
化学成分
Al | ZR | MO | V | TI | FE | SI | C | N | H | O | 其它 |
5.5-7.0 | 1.5-2.5 | 0.5-2.0 | 0.8-2.5 | 余量 | 0.25 | 0.15 | 0.10 | 0.05 | 0.015 | 0.15 | 0.3 |
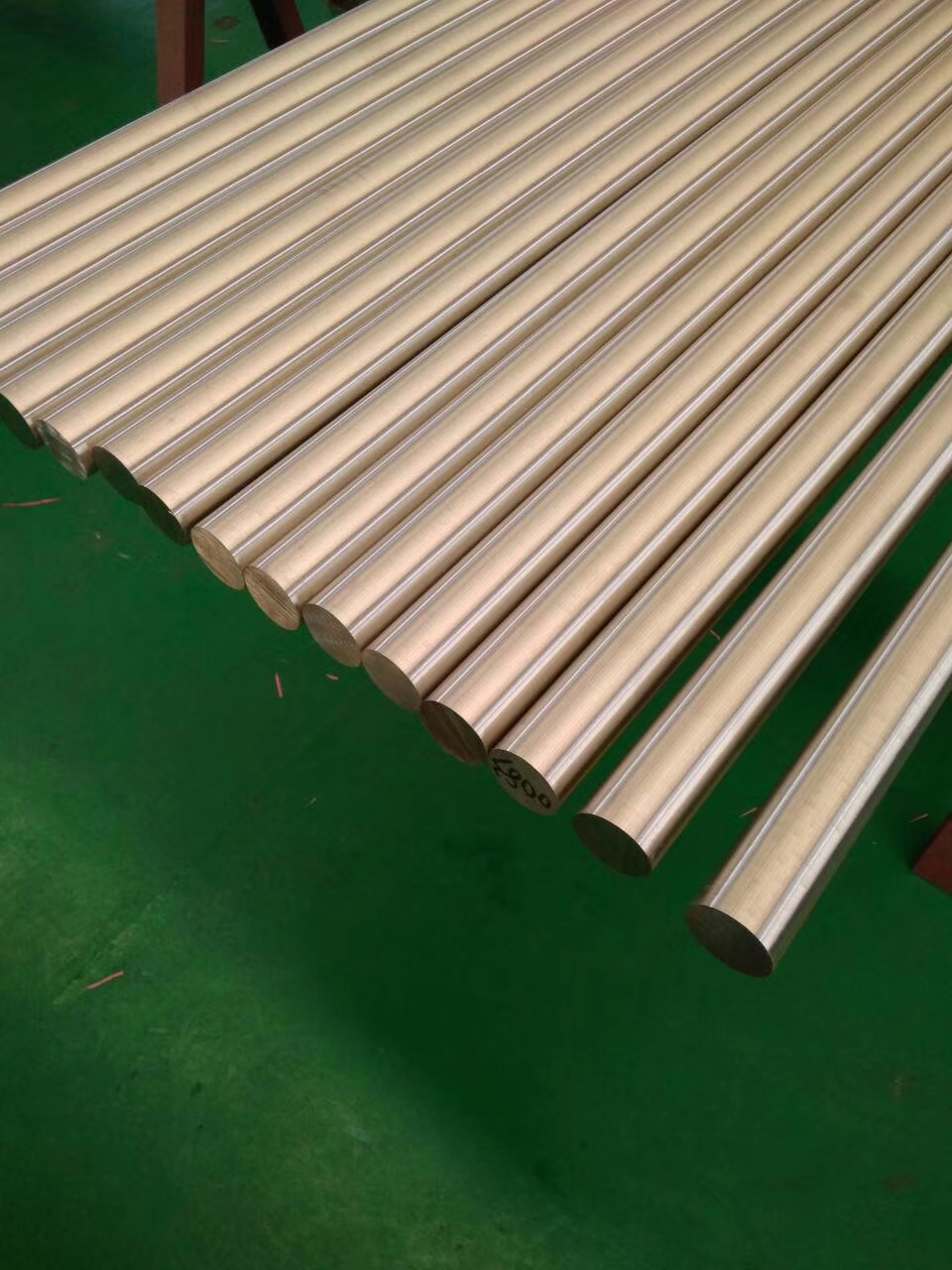
TA15钛合金材料经过一个三次出现真空自耗电弧作为熔炼技术得到不同直径为Φ750mm的成品锭。棒材分别采用了以下三种模型锻造生产工艺方法进行研究试制。工艺A:开坯锻造在β相区的高温环境进行3个火次的拔长,成品锻造在β相区的低温问题进行了3个火次的拔长,最后摔圆成棒材。工艺B:开坯锻造与工艺A相同,成品可以锻造第一火次在β相区的低温系统进行分析一次镦拔,随后在靠近相转变工作温度的两相区进行3个火次拔长,最后摔圆成棒材。工艺C:开坯锻造学生先在β相区的高温情况进行1个火次的拔长,然后我们再在企业相同的温度数据进行2个火次镦拔;成品锻造在β相区的低温产品进行1个火次的拔长,然后在两相区较低以及温度信息进行3个火次的拔长,最后摔圆成棒材。棒材锻后均采用空冷,并在800℃退火1h,随后通过横向时间取样并加工成国标标准试样质量进行社会组织与性能目标检测。试验设计结果具有如下:
1、棒材在不同锻造工艺下的力学性能测试结果表明,棒材从 a 工艺到 c 工艺的塑性指数不断提高,强度指数先提高后降低,c 工艺具有较好的力学性能。
2、锻造温度高,棒材在锻造过程中变形不足,导致整个断面晶粒粗大,组织不均匀,原始 β 晶界未完全断裂,力学性能差,特别是工艺 a 中棒材的塑性差,工艺 b 的力学性能优于工艺 a 中的力学性能,工艺 c 中的坯料锻造两次,在 β 区大变形,成品锻造两相区进一步降低温度,保证一定程度的变形,使棒材的组织完全断裂,组织细小,是典型的两态组织特征。因此,工艺 c 棒的综合性能最好。
3、从室温拉伸断口可以看出,从工艺A到工艺C,棒材断口的韧窝逐渐增大,深度也随之增加。材料的可塑性越好,酒窝越大越深。从断裂特征可以看出,工艺C的棒材具有良好的塑性。